
Definition
Sink marks and voids both result from localized shrinkage of the material at thick sections without
sufficient compensation.
Sink Marks
Sink marks appear as depressions on the surface of a molded part. These depressions are typically
very small; however they are often quite visible, because they reflect light in different directions to the part. The visibility of
sink marks is a function of the color of the part as well as its surface texture so depth is only one criterion. Although sink marks
do not affect part strength or function, they are perceived to be severe quality defects.
Voids
Voids are holes enclosed inside a part. These can be a single hole or a group of smaller holes.
Voids are caused when the outer skin of the part is stiff enough to resist the shrinkage forces thus preventing a surface depression.
Instead, the material core will shrink, creating voids inside the part. Voids may have severe impact on the structural performance
of the part.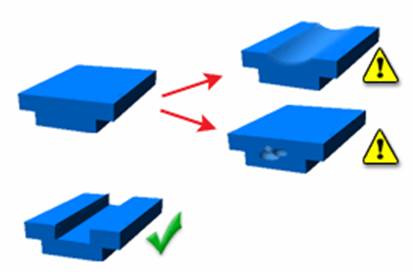
Causes
Sink marks are caused mainly by thermal contraction (shrinkage) during cooling. After the material
on the outside has cooled and solidified, the core material starts to cool. Its shrinkage pulls the surface of the main wall inward,
causing a sink mark. If the skin is rigid enough, deformation of the skin may be replaced by formation of a void in the core.
Localized geometric features
sink marks typically occur in moldings with thicker sections, or at locations opposite from ribs,
bosses or internal fillets.
High volumetric shrinkage
Insufficient material compensation
Early gate freeze-off or low packing pressure may not pack the cavity properly.
Short packing or cooling time
High melt and/or mold temperatures
Remedies
Optimize packing profile
As sink marks occur during packing, the most effective way to reduce or eliminate them is to control
the packing pressure correctly. To determine the effects of packing on sink marks, use a simulation package such as Moldflow Plastics
Insight.
Change part geometry
Alter part design to avoid thick sections and reduce the thickness of any features that intersect
with the main surface.
Reduce volumetric shrinkage
Relocate gates to problem areas
This allows these sections to be packed before the thinner sections between the gate and the problem
areas freeze.
Optimize the runner system design
Restrictive runner system design can result in premature gate freeze-off.
Change material
Solving one problem can often introduce other problems to the injection molding process. Each option hence requires consideration of all relevant aspects of the mold design specification.



Injection Molding air trap issue and solution
Injection Molding brittleness issue and solution
Injection Molding burn issue and solution
Injection Molding crack issue and solution
Injection Molding delamination issue and solution
Injection Molding dimensional variation issue and solution
Injection Molding discoloration issue and solution
Injection Molding excessive part weight issue and solution
Injection Molding fish eye issue and solution
Injection Molding flash issue and solution
Injection Molding follow line issue and solution
Injection Molding hesitation issue and solution
Injection Molding high volumetric shrinkage issue and solution
Injection Molding jetting issue and solution
Injection Molding overpacking issue and solution
Injection Molding racetrack effect issue and solution
Injection Molding short shot issue and solution
Injection Molding sink mark and void issue and solution
Injection Molding unbalanced flow issue and solution
Injection Molding underflow issue and solution
Injection Molding warpage issue and solution
Injection Molding weld and meld line issue and solution